MICKY TMT Bars or Thermo-Mechanically Treated Bars are high strength reinforcement bars having a tough outer core and a soft inner core. The very first step of the manufacturing process involves passing the billets through a rolling mill stand.
The billets are purchased from the registered approved vendor and shall be kept heat wise in the Raw Material Stockyard. Different sizes of billets shall be kept size-wise & heat number wise. After the thorough inspection of the billets, these billets are made to enter into reheating furnase. The billets are uniformly heated from end to end.
Thereafter, these rolled steel TMT bars are again passed through the water cooling system. While passing the bars through the water cooling system, the water pressure is optimised. The sudden quenching and drastic change in temperature toughen the outer layer of the MICKY TMT bar, thus, making it tremendous tough and durable. Once this process is over, the MICKY TMT bars are subject to atmospheric cooling. This is done in order to equalise the temperature difference between the soft inner core and the tough exterior. Once the TMT bar cools down, it slowly turns into a ferrite-pearlite mass. The inner core remains soft giving the TMT bar great tensile strength and elongation point. This design is unique to MICKY TMT bars and gives superior ductility to the bars. Also, this unique manufacturing technique and the absence of cold stress make this bar corrosion-resistant and boost its weld-ability.
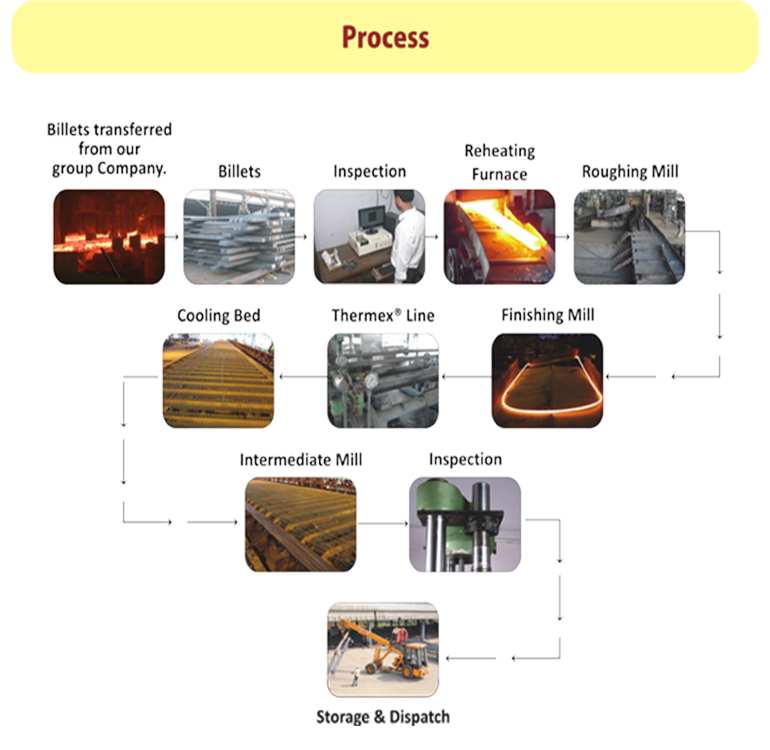
The entire process is computer controlled.

• Raw Materials are unloaded heat-number wise and size wise separately in the raw material yard and the identification marks are allotted.
• Chemical testing are done on sample size and acceptable norms for inspection and testing of raw material and records are maintained in raw material yard and analysis register. Analysis results of test certificates accompanying with the raw material are be noted in the same register.
• Visual surface checking of each piece of billets are done. Cracks, blow holes, pin holes, deep grooves, overlapping etc. in billets are removed by grinding process. Unacceptable pieces are kept separately showing as “Rejected” on boards.
• Billets are cut into required length of finish products heat-wise and charged into Heated Furnace where continuous heating is done by maintaining the required temperature. Heating time varies according to size of billets, for eg., 100x100 billets require 4 hrs whereas 75x75 billets require 3 hrs.
• Reduction ratio 1:10 minimum are maintained.
• During rolling dimension, surface and length of sections are checked in 30 minute time interval and advised the foreman to rectify the defects, if any. Rolling are done heat number wise of raw material.
• Rolled sections are kept at Cooling Bed for natural cooling and after that shifted to Shearing Machine for end cutting & required length cutting, then shifted to finish stock yard, heat-wise. This process is covered in DS/9-2 recorded in QR/10-7.

Once the final product is ready, select the sample for Chemical, mechanical, dimension and unit-weight testing as per the factory Laboratory.
• Mechanical test : Laboratory
• Chemical test : By wet chemical analysis method as per IS:228
• Dimension : By vernier caliper, micro meter, radius gauge, angle projector, measuring tape.
• Surface : Each piece shall be checked visually.
• Unit weight : By weighing Machine.
Above inspection reports are maintained in Laboratory & Factory records.